
Azbil sensors lend Sioux CCM belts precision
CCM of Nuenen, the Netherlands – which became a subsidiary of Sioux 18 months ago – is a prominent developer and supplier of mechatronic modules and systems. While the firm generally operates on contract to external customers, it also carries out the in-house development of products.
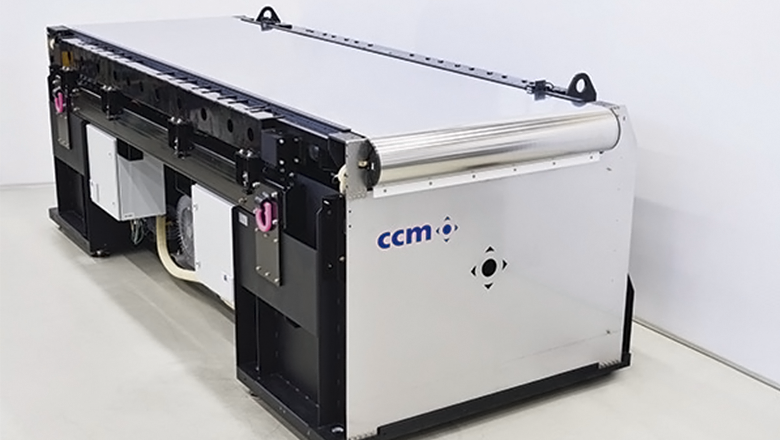
One such product is the Generic Substrate Carrier (GSC), a steel conveyor belt capable of maneuvering a substrate highly accurately and at high speed, for instance, beneath an array of inkjet heads.
“A conventional conveyor belt has to be continually adjusted mechanically to prevent it from slipping off the rollers,” CCM’s CTO, Arend-Jan Beltman, explains. “This implies that such a belt is continually in motion, and therefore always wobbling.”
Another means of controlling the belt is to adjust the distance between the rollers. “This places the belt under tension, however, causing it to shift in the middle. And you don’t really want that either.”
Gert van Ooik, a mechatronics designer at CCM, continues: “A resolution of 300 DPI can be achieved using conventional systems. You do need to set them meticulously, however, and avoid making even the slightest change afterwards. These systems simply cannot achieve 600 or 1200 DPI. A range of heads, which print different colors, is distributed over a length of around two and a half meters. These are so far apart that the image has to be built up in stages. You therefore have to ensure that each dot is placed in exactly the right position, and that the overlap is correct. This implies that both the mechatronics and measurement systems are subject to highly stringent requirements.”
10 micron precision thanks to Sentech sensors
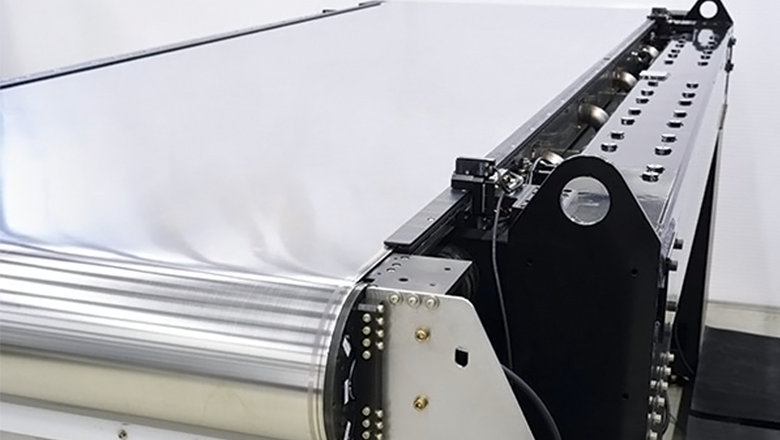
CCM launched a patented technology, which is based on continuous control of the belt using reluctance actuators. Mr. Beltman: “It is simply not possible to convey a substrate so smoothly and accurately using conventional rollers. Even the most minute forces acting upon the substrate can cause stress, which consequently affects precision. We devised a solution that enables us to remove the properties of the substrate from the equation. The answer lies in the fact that we use a steel belt that is more or less immune to variations in tension, and which is driven by a segmented roller. These segments enable us to control and guide the belt.”
The carrier comprises a high-precision stainless steel belt, which is just 0.3 millimeters thick. It is generally 1.25 meters wide and over 8 meters long, although CCM can supply alternative dimensions on request. The belt contains tiny perforations, which are used to fix the substrate in place temporarily by means of a vacuum.
“In an ideal world, the edge would be completely straight, enabling one to create a simple feedback loop,” Mr. Van Ooik explains. “In practice, however, there is a deviation of around half a millimeter. That is really quite minor, but simply not good enough for this application. Our aim is to actually achieve a tolerance of less than 10 microns.”
If you want to maneuver accurately, then you also have to measure. CCM therefore incorporated two sensors in the system that monitor the position of the belt. These are C-shaped, with transmitters in the lower leg and receivers in the upper one.
The sensors are situated around two meters apart, alongside the belt. “Two sensors are required due to the secondary degree of freedom in the belt: it can also shift slightly on the Z axis,” Mr. Van Ooik points out.
Most favorable performance with Sentech Azbil sensors
The current GSC is the third generation of this equipment. CCM equipped the two previous generations with a sensor which only recorded the light intensity on the basis of position-sensitive device technology. The further the belt impeded the sensor, the less light was transmitted.
“Although it worked reasonably well, intensity in itself did not prove an adequate indicator of position in practice,” Mr. Van Ooik says. A little stray light is sufficient to interfere with the reading. CCM therefore switched to CCD technology. “It is less vulnerable to such phenomena,” Mr. Van Ooik concludes.
Despite the fact that CCM fitted a cover strip to keep the steel belt in place, minor vertical fluctuations nevertheless occur. “CCD sensors can detect this adequately. We validated this. We took readings at various heights, and confirmed that it had no effect on the output value.”
The designers based in Nuenen put three suppliers through their paces: Keyence, Sensor Partners and Sentech. In doing so, they paid particular attention to factors including precision, reproducibility, linearity, resolution and response time. “Sentech’s Azbil K1G sensors ultimately produced the most favorable performance for this application,” Mr. Van Ooik admits. These are also C-shaped sensors containing a transmitter-receiver set.
Sentech Account Manager, Sean Ram: “The transmitter comprises a row of lasers. Together, they produce a linear beam that is seven millimeters wide. The receiver consists of a series of CCD pixels. If an object impedes this light curtain, then you can establish the coverage ratio; how many pixels are covered?”
“The receiver therefore comprises discrete pixels,” Mr. Ram explains. “And we can interpolate between them to achieve a higher resolution. This is done by comparing the contours of the individual pixels. However, this in itself is not sufficient to achieve the resolution that we set in the specifications.”
Although Azbil applied various other methods in order to increase the resolution of the measurement system, Mr. Ram is not authorized to reveal much more in this regard. The data from the transmitter and the receiver are forwarded to a controller, which can perform a range of standard functions, including length and width measurements.
Mr. Ram: “This system is fitted with a controller capable of processing four sensor heads simultaneously. The two heads in the GSC are therefore connected to the same controller, as is a third sensor which is used during the calibration phase only.”
Lightning quick response time
The Azbil sensors achieved a resolution of 0.1 micron and reproducibility of 1 micron. “This is quite accurate for this type of sensor,” Mr. Ram says.
Mr. Van Ooik: “Although we had a budget of ten microns, we were not keen to allocate any more than a couple of mu to the sensor. And we succeeded.”
He nevertheless admitted that there was an issue with the sensor’s response time. “It is part of a feedback loop. A short sensor response time is therefore absolutely vital for rapid control. On checking the specs, I noticed that Azbil had a sensor in its range with an update frequency of 4 kHz. ‘Nice one!’ I thought, particularly for a CCD-based system. However, it was not available in Europe, unfortunately, as it was not yet EMC accredited.”
Sentech has since prompted Azbil to pull out all the stops to ensure that the sensor is made available on the European market, even though this was not on the Japanese firm’s roadmap. This is not strictly essential to CCM incidentally. The current sensor’s response time of half a millisecond is sufficient for the time being.
“At the moment, we rarely receive an order for a GSC that can operate at its maximum speed of 2 m/s,” Mr. Van Ooik says, “although the printer heads might, of course, be able to operate more quickly in future. By that time, we will hopefully only have to carry out a firmware update to switch from 2 to 4 kHz.”
Successful and effective cooperation
Sentech’s level of commitment to Azbil is characteristic of cooperation between the sensor specialist and CCM. Mr. Ram: “We completed the testing process together with CCM. And along the way, you regularly encounter results that are far from easy to clarify. How should one actually interpret such readings? Our close working relationship with Azbil nevertheless enabled us to come up with quick answers. And when a sensor was urgently required for a customer update, Sentech arranged it so that everything needed was delivered within two days.”
CCM’s CTO, Mr. Beltman: “This is a very pleasant business relationship. Sentech put us directly in touch with the developers of the sensor in Japan.”
Mr. Van Ooik adds: “You wouldn’t normally expect to establish relations so quickly. Firms are usually not in any hurry to address difficult queries posed by a development department, particularly if you are small customer, as we are. You simply cannot get in touch.”
Mr. Beltman continued once more: “We, at CCM, are always pleased when suppliers are willing to think along with us. We are not generally involved in straightforward applications after all. And this project is not the first; we’ve cooperated successfully with Sentech on several occasions in the past.”
As previously mentioned, the GSC is intended for conveying substrates. This could be anything from paper, foil and glass, to panels. CCM regularly performs practical tests in cooperation with DJM of Harderwijk, an expert in the field of inkjet printing that can provide a vast wealth of application knowledge.
The GSC has already been incorporated in a ground-breaking system to make interconnects between solar cells. “We have noticed that numerous customers encounter difficulties in conveying substrates, particularly in the case of foil,” Mr. Beltman adds. Although he could not be persuaded to name names, Mr. Beltman claims that there are “a great many interested parties”.
“This is a conservative market, and no one wants to be the first. Many firms consider it an interesting solution to a unique problem. We have already reached an advanced stage of negotiation with one particular customer; that could certainly prove to be a spectacular series.”
Like CCM present us with your challenge!



Expert:
Sean Ram

"When a sensor was urgently required for a customer update, Sentech arranged it so that everything needed was delivered within two days."
or call +31 73 2200 007
Client:
"We, at CCM, are pleased when suppliers are willing to think along with us. We are not generally involved in straightforward applications after all."
Arend Jan Beltman CTO
